
September 12th, 2018
Plate Bending Rolls – Pre-1950’s
By Russell Barnshaw
The curving of wrought iron plate by passing a plate through a set of rollers probably dates back to the late 18th Century when Henry Cort, an English iron master rolled barrel hoops in the 1780's. The early machines would be small and could be directly hand driven or by a geared handle to give some mechanical advantage.
The introduction of the steam engine into plate bending factory production, where the driving power was transmitted from the steam engine into the workshop via a line shaft, was the first huge step forward, meaning the power requirement no longer relied on the strength of a human-being or an oxen, or even the force of harnessed wind.
This new source of power enabled plate bending to move towards thicker plate being rolled and not just thin sheets by a hand driven roller. Plates could also be pressed to a curved shape using a water press of the Joseph Bramah design patented in 1795 which was used by boiler makers in the 19th century.
The first electric motors capable of turning machinery arrived in the 1830's and enabled industrial processes to be carried out without the power transmitted from a steam engine or by hydraulic pressure. The plate bending machines would then be converted from line shaft driven to being driven by an electric motor, initially using DC current and later by an AC supply. A series wound DC motor develops its highest torque at low speed and was used to power trams. The use of electric motors and tram starters was the second huge step forward.
The introduction of electric motors resulted initially in the plate bending rolls, which were previously driven by steam powered line shaft, now being simply converted. Many plate bending machines, even in the 1940's, could be seen that were originally line shaft driven using a flat belt and had been subsequently retro-fitted with its own electric motor.
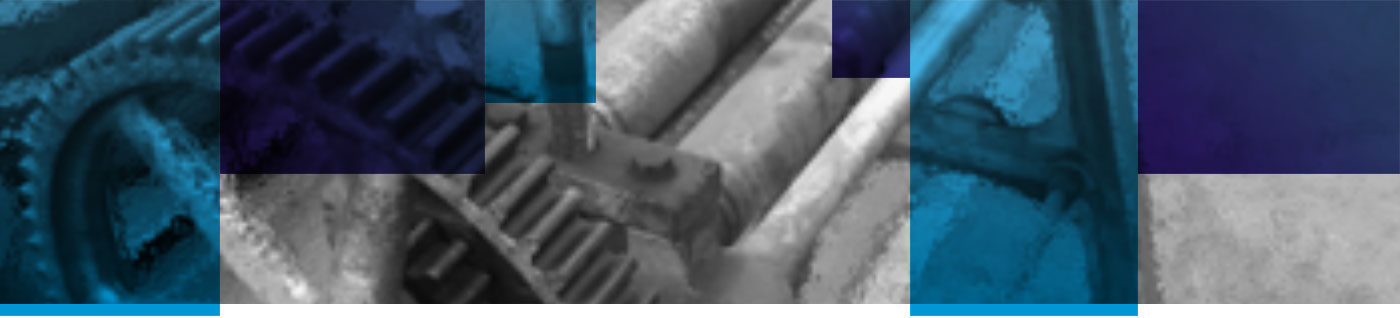
The larger plate bending machines were generally of the pyramid type shown below in figure 1 although heavier initial pinch machines were made.
The initial pinch principal shown below in figure 2, was commonly used for light sheet and hand driven as can be seen in the photograph in figure 3. This roll arrangement goes back to the 19th century.

These were used by sheet metal workers for chimneys and ducting of air and would have typically had 80mm diameter rolls for rolling plate up to 1mm thick.
The most common design for heavier plate bending rolls was the pyramid roll layout, and the position of the top roll would initially be by a hand screw which could be geared, followed by a powered drive. Initially this was by line shaft using a power transfer lever and later by a separate electric motor.
It is worth a mention at this point about the use of curved plate for use as a cylinder or vessel which is probably one of the main applications, and for many companies, the only application. A plate rolled into a cylinder and then fitted with a base plate to form an open top tank has typically 50% less length of joint than a rectangular shaped tank.
In the pre-1950's, before welding, tanks were riveted using a suitable gasket material and the shorter length of the edges would be a huge cost saving. For a given length of plate, the circular shape encloses a larger area than any other shape and this creates an advantage both for tank and vessel design.
The principal problem with the pyramid-style plate bending rolls is the flat section on each end of the plate, resulting from the distance between the two bottom rolls. The length of these flat ends would naturally be approximately equal to the distance between the bottom and centre roll. This distance would be larger when rolling a plate to a large diameter cylinder and smaller when rolling a plate to small diameter cylinder. The most straight forward way to deal with this was to cut the flat ends off each end after the first stage of the rolling work and then put the plate back into the plate rolling machine and continue to roll the plate until it formed a cylinder.
There were problems to doing it by this method which included:
- The cost of cutting off these flat ends and the waste of material. The flat ends were cut off and the curved plate put back in the rolls.
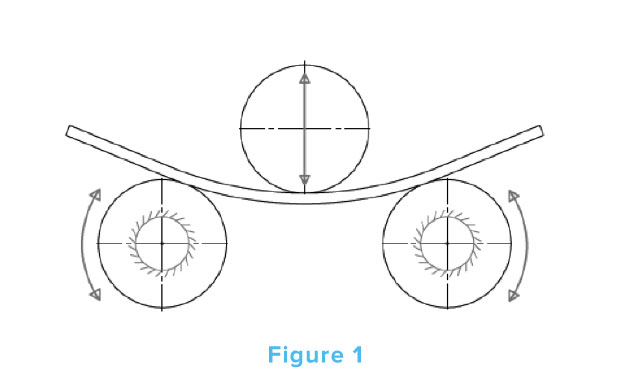
- The two end sections that would be typically 200mm (8 inches) long would remain as they were and not be rolled to the smaller diameter required which could end up with a pear shaped cylinder as shown in figure 4 which was not ideal.
The plate rollers and fabricators came up with various technical solutions to these problems. In order to deal with this the cylinder would have to be re-rolled after welding to improve the circularity. This process does not take much time but must be considered as an additional process and therefore adds time to a job.
The ends of the plate could be pre-bent on a heavy press brake using a small Vee as shown in figures 5a and 5b. This is where the ends of the plate are formed to a slightly larger radius than the final size as the ends would bend in a little more when again passed through the rolls.

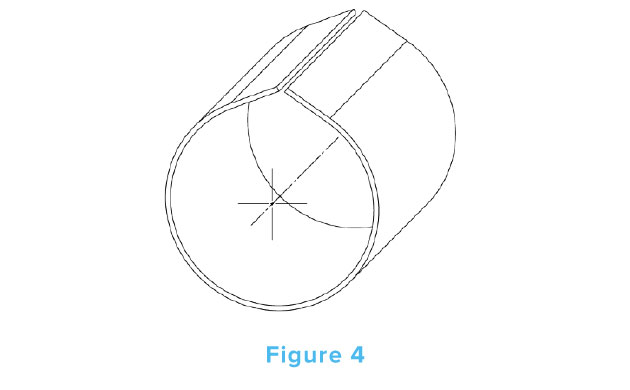
Another method employed was the use of setter plates. These were heavy plates that had been rolled or pressed to a tight radius and used as shown in Figures 6a and 6b.
When in the position as shown in figures the setter plate would be rolled through the plate rolls for about 300mm (12 inches) and the top roll would roll the plate into the approximate shaped of the setter plate resulting in the ends being pre-bent to size.

Two or three setter plates would be curved to different radii to suit the diameter of the cylinder required. This method was quite quick and much faster than using a press brake and would allow some adjustment of the curvature of the set ends. The setter plate being much thicker than the plate to be rolled (the job plate) would not bend and the driving of the plate forward in the direction of the arrows would drive the setter plate through the machine and taking the job plate with it and the top roll would in effect push the thinner job plate into the shape of the thick setter plate.
This takes us up to the 1950's before the introduction of hydraulics and the start of the modern era in plate roll design…

