
Tolerances
SECTION BENDING

Beam x-x
Column x-x

Beam y-y
Column y-y

RHS x-x
RHS y-y
SHS
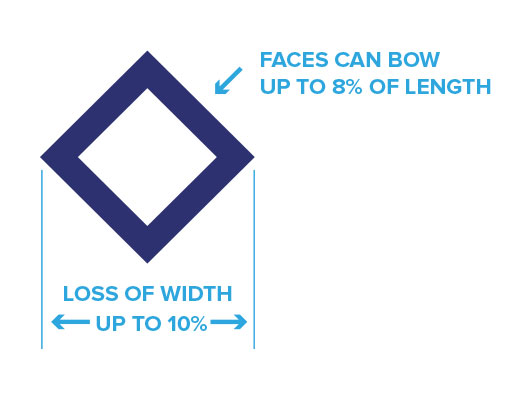
SHS Diamond

Solid Round

Solid Square

Flat Washer

Flat Band

Angle Toe In

Angle Toe Out

Vee Pulley
Heel In

Tee Stalk
Down/Up

Tee Stalk Out

Tee Stalk In

Tube CHS

Oval x-x
Oval y-y

Channels Toes Out
Channels Toes In

Channel x-x
AXIS
| Diameter | Tolerance |
| Up To 500 | DIA +/- 2.0mm |
| 500 to 1000 | DIA +/- 2.5mm |
| 1000 to 2000 | DIA +/- 4.0mm |
| 2000 to 6000 | DIA +/- 6.0mm |
| Over 6000 | +/- DIA 1000mm |
| Max Deviation - L/1000 or 6mm whichever is greater | |
PRESS BRAKING
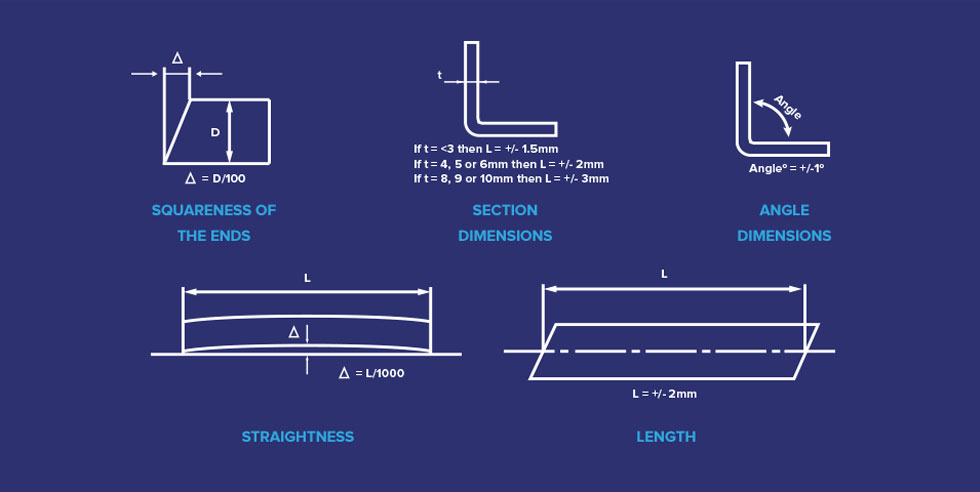

PLATE ROLLING
Thin plate cannot hold its shape when cyclinders are laid down. It is therefore necessary to support them.
We will always advise you of different solutions for transport to support plates with the diameter: thickness ratio is too high to support the plates. We have a variety of transport supports and cradles to help.
Plate rolling tolerances (Tighter that N.S.S.S)
| Diameter | Tolerance |
| Up To 2000 | DIA +/- 6.0mm |
| 2000 to 3000 | DIA +/- 8.0mm |
| 3000 to 4000 | DIA +/- 10.0mm |
| Max Deviation - D/500 or 6mm whichever is greater | |
TEE SPLITTING
Squareness of ends:

Quality Of Finish
Depending on the size, tees are either split using a shearing process or a flame cutting process.
Shared Tees:
'Sheared edge' smiliar to sheared plate. Additional grinding may be necessary depending on application. Some loss of width in addition to the normal beam manufacturers tolerance.
Flame / Plasma cut tees:
Usually 2/3 mm loss of width per cut. Tees are supplied as cut. When reversing the tees to produce tapered tees the loss of width is compunded and some remedial welding may be necessary to achieve your exact width.
Straightness of tees:
Tees are straightened to BS 4/N.S.S.S tolerances. Finer tolerances can be achieved at cost.
Length tolerance:
Plate Cutting tolerances are +/- 3mm

